PENGENALAN PLC
1. TUJUAN PRAKTIKUM
- Memahami pengertian PLC
- Mampu menggunakan CX-Programmer untuk pemrograman PLC
- Mampu menggunakan perangkat PLC
2. DASAR TEORI
PLC memiliki kepanjangan yaitu Programmable Logic Controller. PLC adalah komputer elektronik yang mudah digunakan (user friendly) yang memiliki fungsi kendali untuk berbagai tipe dan tingkat kesulitan yang beraneka ragam.
Definisi Programmable Logic Controller menurut Capiel (1982) adalah sistem elektronik yang beroperasi secara digital dan didesain untuk pemakaian di lingkungan industri, dimana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog.Fungsi PLC dalam lapangan sangatlah luas penggunaannya. Namun dalam prakteknya fungsi PLC dapat dibagi secara umum dan khusus.
Secara umum fungsi PLC adalah sebagai berikut:
- Sekuensial Control. PLC memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan (sekuensial), disini PLC menjaga agar semua step atau langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
- Monitoring Plant. PLC secara terus menerus memonitor status suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol (misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut pada operator.
Sedangkan fungsi PLC secara khusus adalah dapat memberikan input ke CNC (Computerized Numerical Control). Beberapa PLC dapat memberikan input ke CNC untuk kepentingan pemrosesan lebih lanjut. CNC bila dibandingkan dengan PLC mempunyai ketelitian yang lebih tinggi dan lebih mahal harganya. CNC biasanya dipakai untuk proses finishing, membentuk benda kerja, moulding dan sebagainya.
3. LADDER DIAGRAM
Ladder Diagram atau diagram tangga adalah skema khusus yang biasa digunakan untuk mendokumentasikan sistem logika kontrol di lingkungan industri. Ladder Diagram berfungsi sebagai metoda pemrograman dalam PLC, ini digunakan untuk memberikan instruksi yang diinginkan ke dalam perangkat PLC.
Ladder diagram di atas digunakan untuk memberikan perintah yang bekerja dengan logika boolean.
4. HASIL DAN PEMBAHASAN
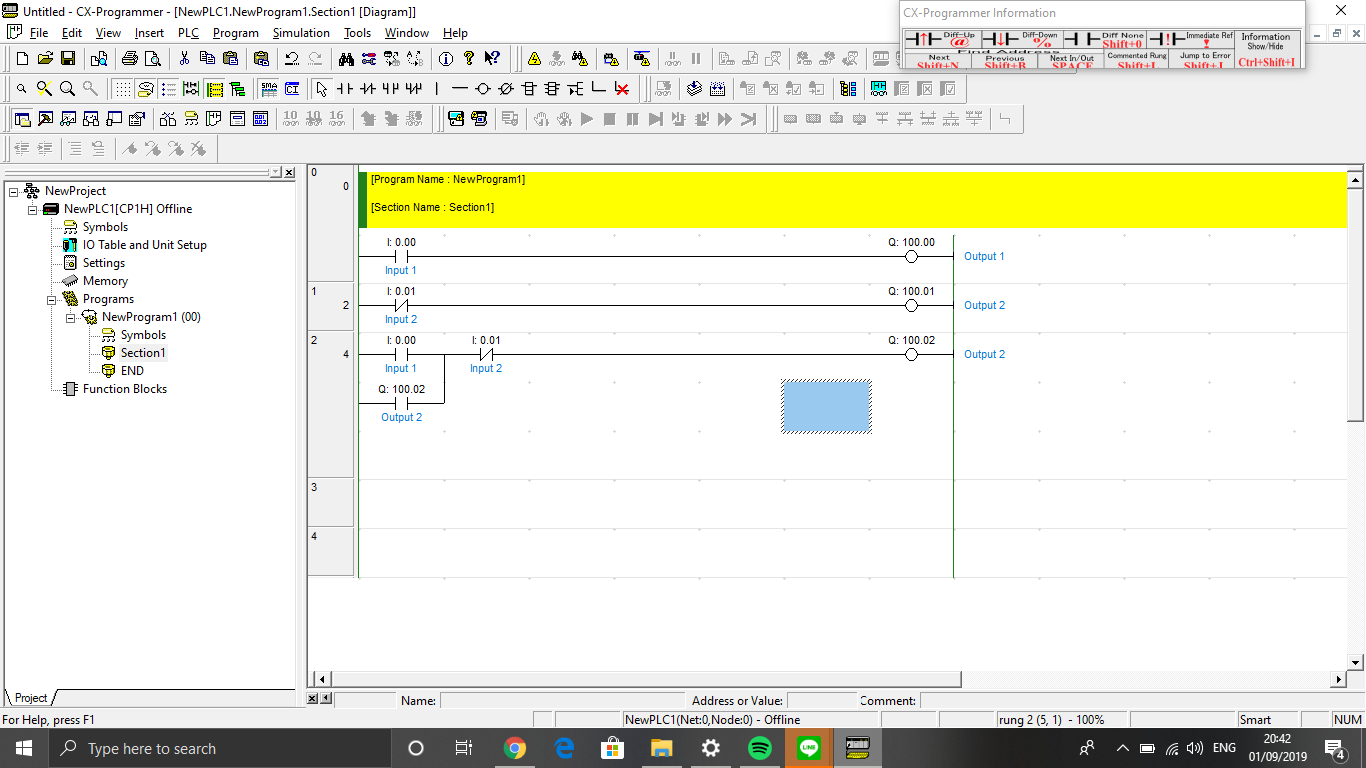
Pada praktikum kali ini, digunakan aplikasi CX-Programmer. CX-Programmer merupakan sebuah aplikasi yang berfungsi untuk membuat suatu perintah ladder diagram yang nantinya digunakan untuk memprogram suatu perangkat PLC sesuai kebutuhan. Dalam CX-Programmer terdapat 2 perintah yaitu input dan output. Pada perintah input terdapat 2 jenis keadaan yaitu, Normally Open (NO) dan Normally Close (NO). Dengan mengimplementasikan teori pada kedua keadaan input maka dapat dibuat ladder diagram seperti pada contoh diatas.
Ketika ladder diagram selesai dibuat maka untuk membuat PLC dapat bekerja dengan ladder diagram yang dibuat yaitu dengan cara menyambungkan perangkat PLC ke perangkat PC melalui slot pheripheral. Setelah menyambungkan kabel slot tersebut, hal yang selanjutnya dilakukan adalah membuat perangkat PLC dan PC terhubung yaitu dengan cara meng-klik tab “PLC” kemudian pilih “Work Online”.
Setelah itu akan muncul notifikasi pada PC, yang meminta konfirmasi untuk menghubungkan PLC dan mengupload program ke perangkat PLC, tekan OK. Tunggu beberapa saat sampai program dalam CX-Programmer selesai terupload. Ketika program sudah selesai terupload maka PLC akan masuk ke monitor mode. Untuk mengetahui apakah program PLC bekerja dengan baik maka dapat dilakukan perubahan kondisi pada input dan melihat hasil outputnya.
Pada baris pertama ladder diagram bekerja dengan logika boolean A=A, dimana ketika input pada baris pertama yang merupakan normally open diberi logika 1 maka akan menghasilkan output 1, berlaku juga sebaliknya. Baris kedua terdapat input NOT yang diimplementasikan dengan saklar normally close, ladder diagram ini bekerja dengan logika boolean NOT dimana hasil output merupakan kebalikan dari inputnya, jika input diberi logika 1 maka akan menghasilkan output 0, berlaku juga sebaliknya. Baris ketiga bekerja dengan logika OR dimana dihasilkan dari output salah satu inputnya, dengan cara menggabungkan saklar normally open dengan saklar normally close dan di OR kan dengan hasil outputnya sendiri.
5. KESIMPULAN
PLC merupakan suatu perangkat yang berfungsi sebagai controller untuk menjalakan sebuah perintah yang kompleks dan besar. PLC sering digunakan dalam sistem industri dan bekerja sebagai otomasi industri, hal ini dikarenakan dalam otomasi industri dibutuhkan perangkat yang kuat dan kokoh.
Untuk dapat menjalankan PLC sesuai yang dibutuhkan maka dapat digunakan CX-Programmer untuk memberikan instruksi sesuai yang dibutuhkan. Dalam CX-Programmer ini terdapat ladder diagram yang dapat disebut sebagai program yang kemudian dapat diupload kedalam perangkat PLC untuk memberikan perintah pada perangkat PLC sesuai yang dibutuhkan.
DAFTAR PUSTAKA
- https://ndoware.com/apa-itu-plc.html
- https://www.edukasielektronika.com/2016/05/pengertian-dan-definisi-plc.html
- http://elmecon-mk.com/article/apa-itu-ladder-diagram-dalam-plc-programming/