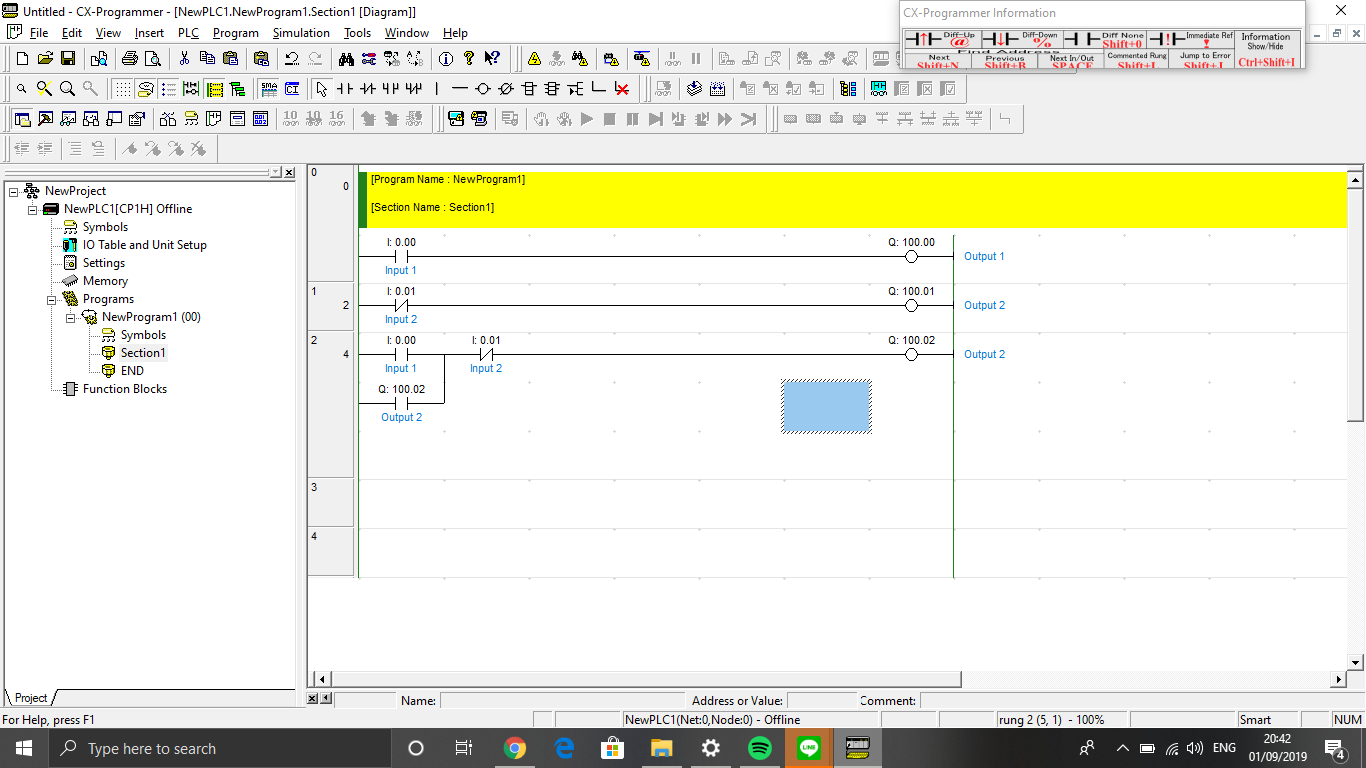
TUJUAN
- Dapat membuat diagram ladder untuk suatu sistem
- Dapat mengimplementasikan ladder diagram suatu sistem menggunakan Machine Simulator.
- Dapat menggunakan Bit Contol dalam membuat ladder diagram.
DASAR TEORI
PLC merupakan sebuah alat untuk mengendalikan suatu kontroller yang digunakan untuk mengendalikan suatu sistem yang lumayan besar. perbedaan antara mikrokontroller dengan PLC adalah dalam hal jumlah daya yang dikeluarkan, kecepatan pemrosesan data, dan kemampuan untuk mengatur sebuah sistem yang dikendalikan. Untuk dapat membuat PLC mengerjakan fungsi yang diinginkan maka PLC perlu diberi perintah terlebih dahulu.
Untuk mengimplementasikan atau menggunakan PLC yang sudah terisi suatu perintah untuk menjalankan beberapa fungsi, perlu adanya suatu sistem yang nyata dan dapat dihubungkan dengan PLC. Untuk membuat sistem yang dapat menjalankan fungsi dari PLC perlu usaha yang besar dan biaya yang tidak sedikit. Namun, seiring dengan perkembangan teknologi kita sudah dapat melakukan simulasi untuk mengetest sistem dari PLC menggunakan suatu simulator yaitu Machines Simulator.
Machines simulator merupakan suatu aplikasi simulator yang dibuat oleh perusahaan Nirtec yang dapat digunakan untuk mengetest PLC untuk suatu sistem seperti Conveyer Apel yang akan dibahas pada praktikum kali ini yang tersedia di dalam Machines Simulator. yang perlu dilakukan adalah menyambungkan PLC dengan Komputer yang mempunyai aplikasi Machines simulator dan sesuaikan sistem yang ada di Machines Simulator dengan sistem yang ada di PLC sehingga PLC dapat melakukan fungsinya sesuai dengan ladder diagram yang telah diupload.
Dengan Machines Simulator kita dapat melakukan simulasi dan trial error tanpa harus memiliki suatu sistem yang nyata terlebih dahulu sehingga dapat menghemat biaya, tenaga, dan waktu.
- Pengertian Instruksi SET
Kita ketahui dahulu bagaimana untuk simbol instruksi SET sebagai berikut
.
Dari simbol tersebut menerangkan sebuah instruksi SET bekerja jika ada input dan memberikan alamat B sebagai output dari SET tersebut.
Dapat diperjelas dengan grafik berikut ini.

Gambar diatas menerangkan bahwa SET akan menghidupkan bit operan ketika kondisi eksekusi ON, dan tidak mempengaruhi status bit operan ketika kondisi eksekusi OFF. Gunakan RSET untuk mematikan alamat yang telah ON dengan SET.
Jadi , fungsi set ini akan bekerja sekali maksudnya ketika memberikan input pada instruksi SET, maka addres B akan ON meskipun inputnya tadi OFF alamat B ini akan ON terus sampai perintah Reset dengan alamat B yang sama.
- Pengertian Instruksi RSET
RSET adalah sebuah perintah untuk mereset dari perintah SET jadi ada hubunganya, seperti remote dan lokal tetapi ini adalah sebuah instruksi RSET.
Berikut simbol dari RSET.

RSET bekerja ketika mendapat sebuah inputan kemudian diproses untuk mereset address B yang semulanya adalah Bit 1 akan menjadi Bit 0 begitu prinsip kerjanya.
Dapat diperjelas dengan grafik berikut.

RSET mengubah operan bit OFF ketika kondisi eksekusi ON, dan tidak mempengaruhi status bit operan ketika kondisi eksekusi OFF. Gunakan SET untuk menghidupkan sedikit yang telah dimatikan dengan RSET.
- Pengertian DIFU (Different UP)
DIFU atau bisa disebut dengan Different Up adalah sebuah instruksi untuk mengubah sebuah nilai operant (bit) dalam 1 siklus atau pulse.
1 siklus artinya hanya on dari kiri ke kanan dalam sebuah ledder sesaat saja, menyatakan hasil dari operator logis (instruksi) seperti AND, OR, dan BUKAN sebagai sinyal biner (ON / OFF). Jadi DIFU untuk mendeteksi adanya nilai OFF ke ON.
- Pengertian DIFD (Different Down)
Untuk Different Down atau DIFD itu sama halnya dengan DIFU karena perbedaanya hanya di UP dan di Down akan saya jelaskan.
Seperti Push button jika kita menombol maka akan menyala itu adalah DOWN ketika tombol kebawah.
Jika push button dilepas maka akan kembali keatas lah disitulah DIFU ( UP ), gampangkan untuk sebuah logikanya itu menurut saya. Jadi DIFD untuk mendeteksi adanya nilai dari ON ke OFF.
DATA HASIL

PEMBAHASAN
Dalam membuat suatu ladder diagram terdapat beberapa instruksi yang digunakan untuk menjalankan PLC, instruksi yang digunakan yaitu input dan output. Pengkombinasian input dan output ini nantinya dapat menjadi suatu fungsi intruksi yang dibutuhkan.
Fungsi instruksi sangat dibutuhkan penggunaannya dalam membuat suatu ladder diagram untuk menyelesaikan suatu masalah tertentu sesuai kebutuhan. Salah satu contoh fungsi dalam ladder diagram ialah fungsi self-holding dimana output dari suatu baris ladder diagram di OR-kan dengan input pada baris tersebut dan rangkaian akan berjalan terus sampai ada fungsi untuk menginterupsinya.
Beberapa fungsi intruksi tersebut adalah :
- SET : Digunakan sebagai pengganti rangkaian self-holding
- RSET : Digunakan untuk menginterupsi (mematikan) intruksi SET
- DIFU : Akan aktif selama beberapa detik ketika mendeteksi adanya perubahan nilai dari 0 ke 1 (LOW ke HIGH)
- DIFD : Akan aktif selama beberapa detik ketika mendeteksi adanya perubahan nilai dari 1 ke 0 (HIGH ke LOW)
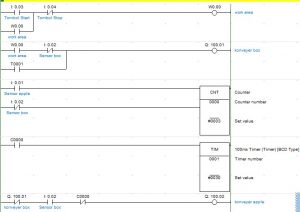
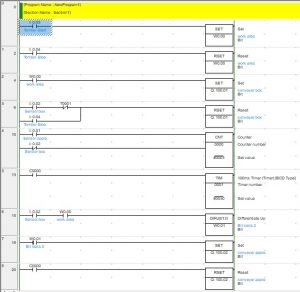
Beberapa instruksi di atas digunakan dalam ladder diagram pada praktikum kali ini, yaitu mensimulasikan PLC pada program packing apel dan pintu garasi. Pada program packing apel instruksi SET digunakan untuk menggantikan rangkaian self-holding work area, konveyor apel, dan konveyor box. Kemudian instruksi RSET digunakan untuk menghentikan proses dari work area, konveyer apel, dan konveyor box yang sebelumnya menggunakan instruksi SET. Terakhir instruksi DIFU digunakan untuk mendeteksi sensor box aktif dan akan mengaktifkan konveyor apel.
Pada ladder diagram program pintu garasi, instruksi yang digunakan yaitu SET dan RSET. Instruksi SET digunakan untuk mengaktifkan motor buka yang akan aktif saat tombol buka ditekan dan mengaktifkan motor tutup ketika tombol tutup ditekan. Kemudian instruksi RSET digunakan untuk menghentikan proses dari motor buka dan motor tutup ketika tombol stop ditekan.
KESIMPULAN
Suatu instruksi sangat dibutuhkan dalam membuat ladder diagram untuk program PLC. Rangkaian instruksi dapat dibentuk dari beberapa instruksi yang dirangkai sedemikian rupa sesuai kebutuhan. Fungsi instruksi ini dapat memudahkan dalam pemrograman PLC, karena ketika fungsi instruksi diakses maka akan terdapat fungsinya masing-masing tanpa harus merangkai beberapa instruksi untuk membuat suatu fungsi.
Dalam membuat suatu ladder diagram yang digunakan untuk memprogram suatu PLC, keefektifan dari suatu ladder diagram akan mempunyai pengaruh yang besar diantaranya akan memudahkan dalam proses troubleshooting ketika memprogram suatu PLC. Dalam PLC terdapat Bit Control yang akan membuat program akan lebih efektif lagi, diantaranya adalah instruksi SET, RSET, DIFU, dan DIFD.
DAFTAR PUSTAKA
IEBHE (3 Oktober 2009). Apa itu PLC dan Apa Fungsinya. Dikutip 1 September 2019 dari ndoware :https://ndoware.com/apa-itu-plc.html
Wicaksono, Handy (2009). Programmable Logic Control Teori, Pemrograman, dan Aplikasinya dalam sistem otomasi. Yogyakarta: Graha Ilmu.
http://www.mouser.com/ds/2/307/-532345.pdf
https://www.plcdroid.com/2019/03/plc-omron-instruksi-set-rset-set-reset.html
https://www.plcdroid.com/2019/03/DifferentUpDifferentDown.html